Einbettmassen
Einbettmassen
Einbettmassen sind thermisch (wechsellast-)beständige Massen zur Herstellung feuerfester Stümpfe (Vollkeramik-Veneers, Inlays) oder Modelle (Modellguss) und detailgenauen Einbettung von Werkstücken zum Sintern, Pressen (von Keramik) und Löten oder Gießen. Sie werden aus Pulver und Flüssigkeit plastisch bis flüssig angemischt, Guss-E. und Presskeramik-E. oft mit Vakuumanrührgerät, Löt-E. meist manuell.
Das Pulver besteht zu 80 % bis 85 % aus Quarz-Modifikationen (SiO2, Siliziumdioxid, z.B. Cristobalit), deren relative Anteile die thermische Expansion bestimmen. Größere und kleinere, runde oder eckige Körner sorgen für Ausgewogenheit zwischen den gewünschten Parametern Rissfestigkeit und glatte Oberfläche.
Binder machen 15 % bis 20 % des Pulvers aus. Neben gips-, silikat- und acetatgebundenen E. finden heute meist phosphatgebundene E. Verwendung. Sie enthalten etwa gleiche Teile Magnesiumoxid (MgO) und Monoammoniumphosphat (MAP). Sie bestimmen neben der Fließfähigkeit vor allem Abbindeeigenschaften, wie die Abbinde-Temperatur, -Zeit und -Expansion.
Je nach einzubettendem Material ist – insbesondere beim Gießen von festsitzendem Zahnersatz aus EM- oder NEM-Legierungen, sowie herausnehmbaren Modellgussprothesen-Anteilen aus Co-Cr-Mo – zum Ausgleich der thermischen Kontraktion (ca. 1,5 % bis 2,5 %) beim Erstarren der flüssigen Metallschmelze die präzise Steuerung der Expansion der E. von großer Bedeutung. Sie setzt sich aus thermischer Expansion und Abbindeexpansion zusammen. Letztere kann (bei sonst gleichen Bedingungen, wie der Umgebungstemperatur) durch das Mischungsverhältnis von destilliertem (oder entmineralisiertem) Wasser und Anmischflüssigkeit ("Liquid") der E. bestimmt werden. Die enthaltenen gelierenden und kristallisierenden Kieselsol-Partikel wirken beim Abbinden der E. zu einer stabilen, druck- und bruchfesten Form als Härter und volumenvergrößernder Füller. E. für den Titanguss müssen gegen eine Reaktion mit der Titanschmelze geschützt sein, früher durch sog. "Refraktäroxide", heute durch Spinellbasis und Acetat-Binder.
Feineinbettmasse mit Wasserglasbinder (und ggf. Kornfeinungsmitteln für verbesserte Gefügestruktur) dienten beim Modellguss zum Schutz der Oberflächen von Wachsmodellationen vor den Einflüssen von reversiblen Hydrokolloiddubliermassen. Sie sind für heutige Silikondubliermassen entbehrlich. Beim klassischen Wachsausschmelzverfahren wird die Wachsmodellation auf einem Muffelformer angestiftet und zur Vermeidung von Lufteinschlüssen in der E. mit einem Netzmittel behandelt. Ein Muffelring aus Metall (beim ringlosen Verfahren aus abnehmbarem Kunststoff) begrenzt die Expansion in Querrichtung (Vermeidung von Überexpansion), eine Muffelringeinlage ("Vlies") gibt ihr definierten Raum. Die E. wird nun angemischt und (kurzzeitig auf einem Rüttler) in die Muffel eingefüllt. Die Abbindung/Aushärtung erfolgt innerhalb von 15 bis 40 Minuten. Bei modernen ("shock-heat-fähigen" oder "Speed"-) Einbettmassen kann und muss noch vor Ende der Abbindereaktion im Vorwärmofen das Restwasser ohne Rissbildung ausgetrieben werden. Durch das Vorwärmen auf eine Temperatur, die ein vorzeitiges Abkühlen der Schmelze verhindert und ein Ausfließen feiner Details ermöglicht, wird die thermische Expansion der E. abgeschlossen. Um ein präzises Gussergebnis zu erreichen, soll die E. feinzeichnend "abformen", eine glatte Oberfläche aufweisen, trotz hoher Temperaturen korrosionsstabil gegenüber der Schmelze sein, während der Gussverzugszeit nicht kontrahieren, genügend porös sein, um das Abziehen von entstehenden Gasen zu erlauben, und sich beim Ausbetten leicht entfernen lassen. Dazu wird nach dem Guss- oder Press-Vorgang die erkaltete Hohlform aus E. ("verlorene Form"), bei Modellgüssen auch das Duplikatmodell ("verlorenes Modell") z.B. durch Absprengen und Abstrahlen zerstört. Dabei soll – ebenso wie beim Anmischen – möglichst wenig lungengängiger Quarz-Staub entstehen, moderne E. sind deshalb staubarm.
Want to give it a try ...
... or need professional advice?
Get in touch with us or click Contact.
Word of the day
| English | German |
|---|---|
| cuspid band | Eckzahnband |
Focus text of the month
Wax build-up technique Wax build-up technique The various anatomical structures (such as cusp tips and slopes as well as marginal ridges) are usually built up one after another by adding small portions of wax (often using differently coloured waxes for didactic purposes). The firm, special waxes first have to be melted at room temperature. This can be carried out by warming small portions on differently shaped working tips of hand instruments in an open flame (such as a gas burner) or using electrically heated instruments which provide for more accurate temperature control and avoid contamination (e.g. electric wax-knife, induction heaters, wax dipping units). The wax is applied drop-by-drop to ensure that the warmer molten wax added last fuses seamlessly with the firm, cooler material. After hardening, the wax pattern can be reduced by sculpting, milling guidance surfaces or drilling to add retainers. Modern procedures include flexible, occlusal preforms for adding contours to soft wax. In addition, wax preforms, such as for occlusal surfaces or bridge pontics, are available in various shapes and sizes. Recently, irreversible, light-curing materials have been introduced for use instead of reversible thermoplastic waxes.
To ensure that the wax pattern can be released without being damaged, model surfaces, opposing dentition and preparations must be hardened/sealed with special lacquer (applied by spraying, brushing or dipping). These waxes are mostly relatively rigid/elastic after cooling.
When employing the lost wax technique, prefabricated wax sprues, bars and reservoirs are attached to the patterns. Once the pattern has been released and its sprues waxed onto the crucible former, it is invested in a casting ring with refractory investment material. The wax can then be burnt out residue-free and casting completed. Unlike standard wax build-up techniques, a diagnostic wax-up is not intended for fabricating an indirect restoration, but rather for simulating the appearance and/or external contouring for producing orientation templates. |
 Wax preforms
Wax preforms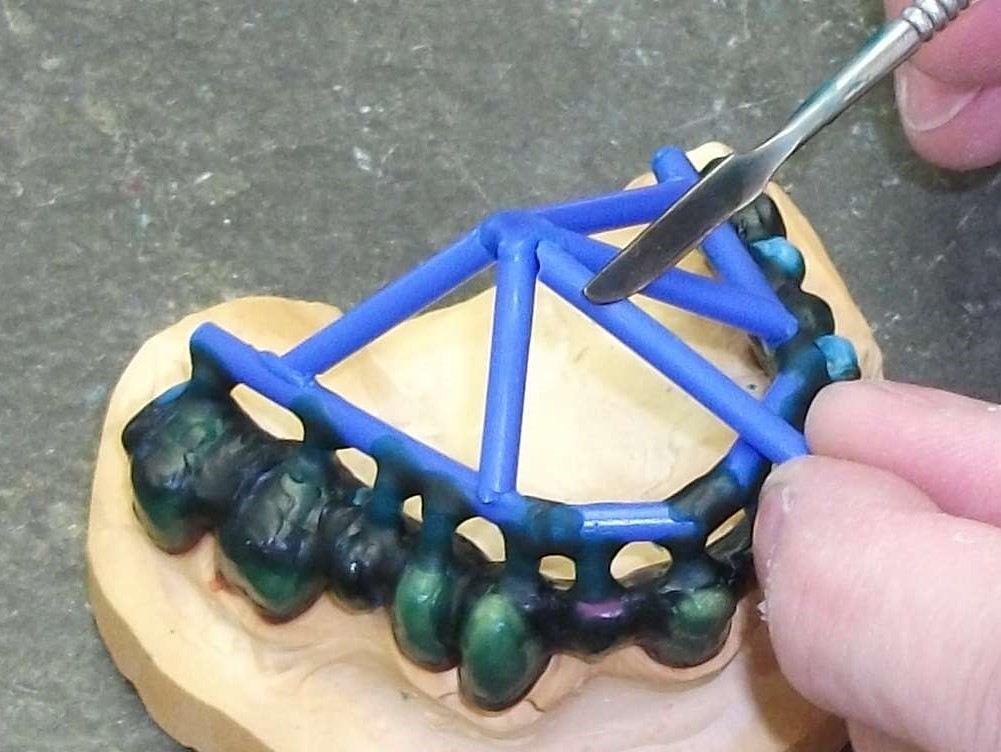 Attaching wax sprues to a removable framework supported on double crowns using a hand instrument
Attaching wax sprues to a removable framework supported on double crowns using a hand instrument