Investment materials
Investment materials are thermally-resistant compounds for fabricating refractory dies (for all-ceramic veneers, inlays) or models (for CoCr) and accurately investing objects for sintering, pressing (ceramic), soldering or casting. They are mixed from powder and liquid to a plastic/fluid consistency – investments for use when casting and with pressed ceramics are often mixed in a vacuum mixer and soldering investments spatulated by hand.
The powder is made up of 80 - 85 % quartz modifications (SiO2, silicon dioxide, e.g. cristobalite) and their relative proportions determine the thermal expansion. Larger and smaller, rounded and sharp-edged grains provide for a balance between the desired properties of crack-resistance and smooth surfaces.
Binders make up the remaining 15 - 20 % of the powder. Apart from plaster, silicate and acetate-bonded investments, phosphate-bonded materials are mostly used nowadays. They contain approximately equal parts of magnesium oxide (MgO) and monoammonium phosphate (MAP) and govern not only the flowability, but also the setting properties such as setting temperature, time and expansion.
Depending on which material is being invested – particularly when casting fixed restorations with precious or non-precious alloys as well as removable CoCrMo dentures – it is essential to accurately control the expansion of the investment in order to compensate for thermal contraction (approx. 1.5 % - 2.5 %) of the molten alloy during solidification. Investments undergo both thermal and setting expansion. Assuming all other conditions remain unchanged, the setting expansion is determined by the mixing ratio of distilled (or demineralised) water to investment mixing liquid. It contains silica sol particles which function as hardeners and expansive fillers by gelling and crystallising the investment during setting to create a stable, pressure and fracture-resistant form. Investments for use when casting titanium must be prevented from reacting with the molten titanium – previously by means of so-called "refractory oxides" now superseded by spinel and acetate-based binders.
Previously, micrograin investment containing soluble glass binder (and possibly grain refiners for enhancing the structure) was used when casting CoCr for protecting the surfaces of wax patterns against the effects of reversible hydrocolloid duplicating materials. This is no longer required for today's silicone duplicating materials. Classic lost-wax casting involves spruing the wax pattern onto a crucible former and coating it with wetting agent to avoid entrapping air in the investment. A metal (or removable plastic) casting ring limits the expansion transversely (avoids excessive expansion) and a casting ring liner ("ceramic fibre") defines the space available. The investment is then mixed briefly on a vibrator and poured into the ring. The investment sets/hardens in 15 - 40 minutes. When using modern (speed casting) investments it is essential to drive off the residual water in a preheating furnace before final set and without causing cracks. Thermal expansion of the investment is completed by preheating it to a temperature which prevents the molten alloy cooling prematurely and enables it to flow into intricately detailed areas. In order to produce accurate castings, an investment must reproduce details crisply, exhibit smooth surfaces, resist corrosion of the molten alloy despite the high temperatures, not contract during the casting dwell period, be sufficiently porous to enable gases to escape and easily devested. In addition, after casting/pressing and cooling the investment mould (CoCr: also the duplicate model) has to be split open/sandblasted and, consequently, destroyed in order to devest the casting. Just as when mixing, as little respirable quartz dust as possible should be created during devesting which Is why modern investments are low-dust.
Want to give it a try ...
... or need professional advice?
Get in touch with us or click Contact.
Focus text of the month
Wax build-up technique Wax build-up technique The various anatomical structures (such as cusp tips and slopes as well as marginal ridges) are usually built up one after another by adding small portions of wax (often using differently coloured waxes for didactic purposes). The firm, special waxes first have to be melted at room temperature. This can be carried out by warming small portions on differently shaped working tips of hand instruments in an open flame (such as a gas burner) or using electrically heated instruments which provide for more accurate temperature control and avoid contamination (e.g. electric wax-knife, induction heaters, wax dipping units). The wax is applied drop-by-drop to ensure that the warmer molten wax added last fuses seamlessly with the firm, cooler material. After hardening, the wax pattern can be reduced by sculpting, milling guidance surfaces or drilling to add retainers. Modern procedures include flexible, occlusal preforms for adding contours to soft wax. In addition, wax preforms, such as for occlusal surfaces or bridge pontics, are available in various shapes and sizes. Recently, irreversible, light-curing materials have been introduced for use instead of reversible thermoplastic waxes.
To ensure that the wax pattern can be released without being damaged, model surfaces, opposing dentition and preparations must be hardened/sealed with special lacquer (applied by spraying, brushing or dipping). These waxes are mostly relatively rigid/elastic after cooling.
When employing the lost wax technique, prefabricated wax sprues, bars and reservoirs are attached to the patterns. Once the pattern has been released and its sprues waxed onto the crucible former, it is invested in a casting ring with refractory investment material. The wax can then be burnt out residue-free and casting completed. Unlike standard wax build-up techniques, a diagnostic wax-up is not intended for fabricating an indirect restoration, but rather for simulating the appearance and/or external contouring for producing orientation templates. |
 Wax preforms
Wax preforms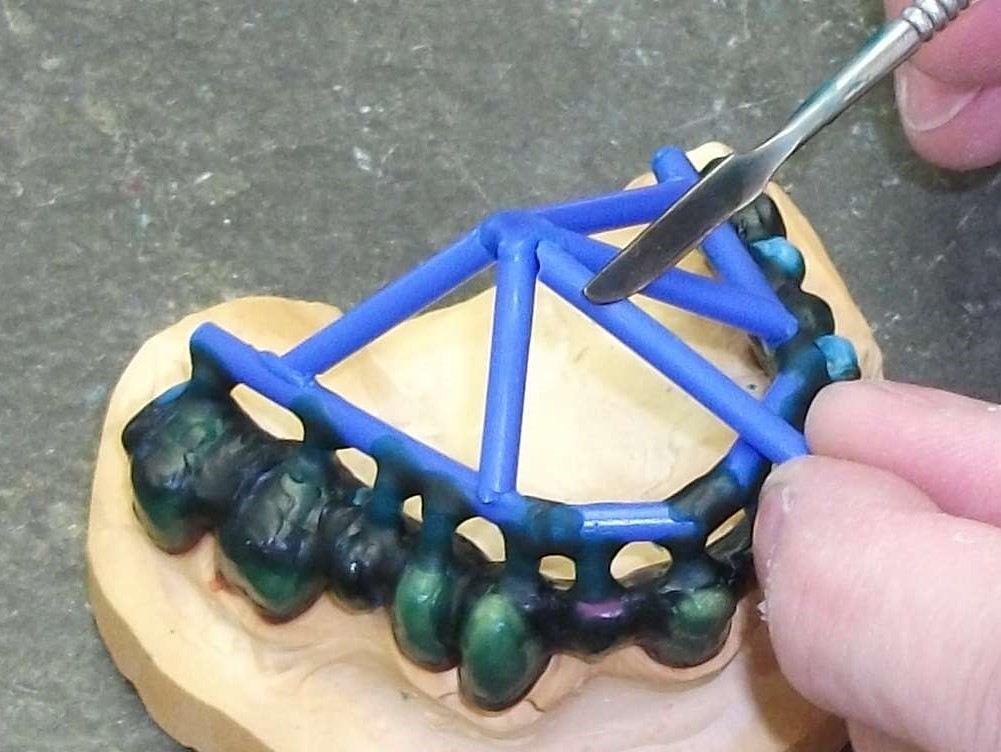 Attaching wax sprues to a removable framework supported on double crowns using a hand instrument
Attaching wax sprues to a removable framework supported on double crowns using a hand instrument